|
�����ع�����ƽ�͡�ģʽ����
�����Դ������Ѷ
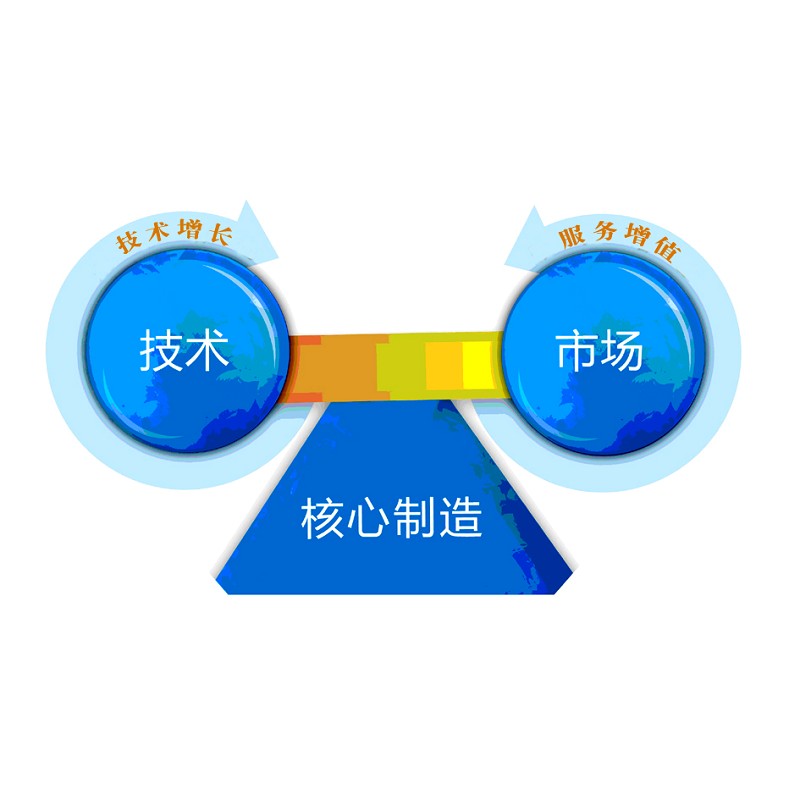 ����ƽ�͡�ģʽ 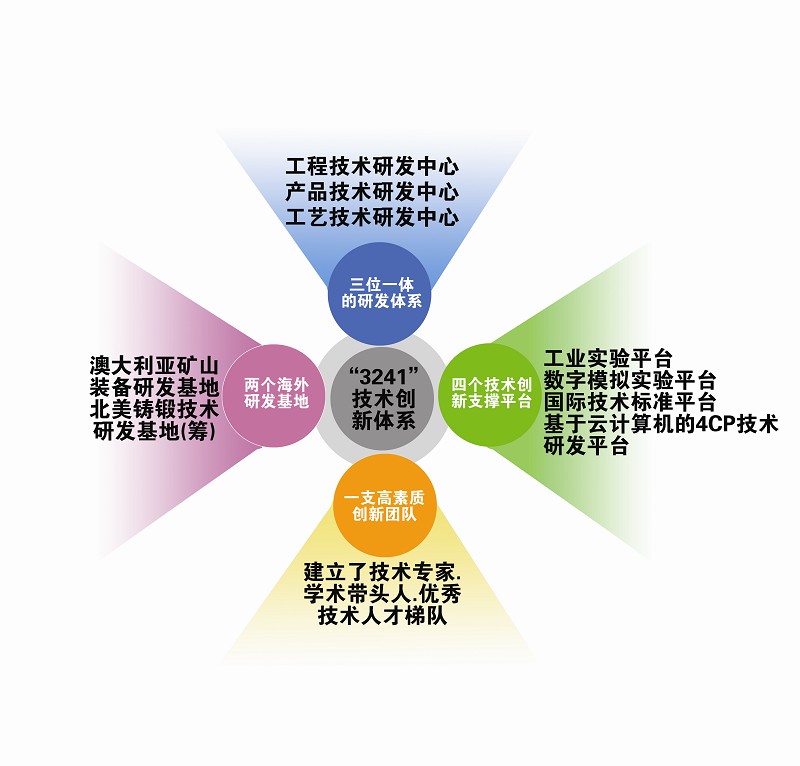 ��3241������������ϵ 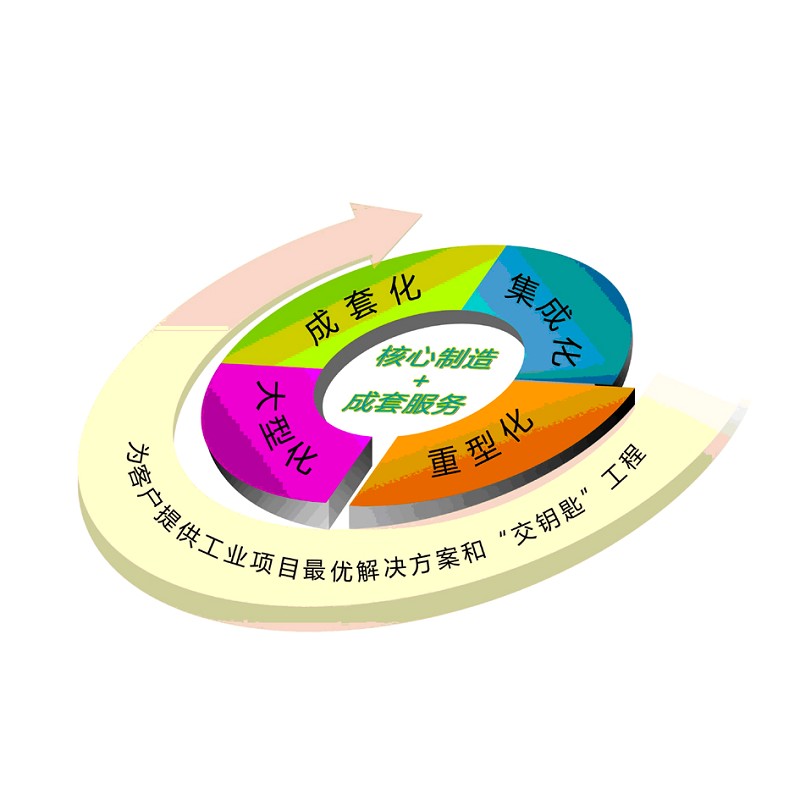 �����ع���ҵģʽ ������й�����һ������ȫ�ľޱ�ʱ�������ѡ��ʹ�����ҵ��ֵ������ֱ��Ӱ����ҵ�ķ�չ����͵�·��������ҵ�ɰܡ� Χ�ƾ��й��ʾ������ķ����Ŀ�꣬Ϊȷ��ȫ�������ƣ������ع����з������졢Ӫ�������ȶ����ֵ�����ڽ����˶����Ч���ԣ������ˡ���ƽ�͡���ֵ��ģʽ���Ӷ�������ҵ���س�һƬ��Ӫ������ ����ƽ�͡���ֵ��ģʽ���ں� �����ع� ����ƽ�͡���ֵ��ģʽ���������� ������͡���Ҳ�б��� �������͡�ģʽ��Ѱ�������졢�з���Ӫ�������ȶ����ֵ��������ռ�Ƹߵ㣬������ҵ��ֵ�� ����ֵ������һ����ǹ����ѧ��ѧԺ�������˶���������1985������ġ�������Ϊ�� ��ÿһ����ҵ��������ơ����������ۡ����ͺ������Ʒ�Ĺ����н������ֻ�ļ����塣������Щ�������һ����ֵ��������������ҵ�ļ�ֵ������ͨ��һϵ�л���ɵģ���Щ������ͬ�����������������Ӫ���������һ�������ֵ�Ķ�̬���̣�����ֵ���� ��ͳ�� ������͡�ģʽ������Ҫ�������������Ͳ���Ͷ�뵽�������ڣ����������г���Ҫ����������ҵ������ν��ͷС���м����ͷ���⡢�м����ڵ���ҵģʽ�� ��ģʽ����Ҫ�ص�����ҵץס���컷�ڣ�ǰ�����ƻ����Լ�������з���Ӫ������������������ҵ��ɡ�ѡ������ģʽ����ҵ����Ҫ�������������� ������͡���ҵ�������ǣ��н��Ӵ���������첿�ţ����������ź�Ӫ�������С��û�У������컷����ֵ�ϵͣ��Ͷ��ܼ�������ռ�С����֮�����պ��ļ��������������ҵ�����Խ�ǿ�������Բ�����������ε�ǣ�ƣ���ҵ��Ӫ���ȶ��Բ �������͡�ģʽ������Ҫ�������������Ͳ���Ͷ�뵽�з���Ӫ�����ڣ������м�����컷�������ȥ������ν��ͷ���м�С����ͷ���ڡ��м��������ҵģʽ�� ����ģʽҪ����ҵ���ж������з���ƺ��г������������Կͻ�Ϊ���ģ�������ϵ�г��������г��仯�������Լ���֪��Ʒ�ƣ����ܹ�������Ӧ�ͻ����� �ڶ�̬�����г��ϣ��з���Ӫ������ͷ�ͳ��˲�Ʒ��Ӫ�����Ҫ���ڣ�����������֪ʶ�ܼ�������ֵ�ߡ�����ռ����ˣ���λ����ơ�Ӫ����Ʒ���ϵ�������ģʽ��Ϊ��ҵ��ֵ������������ȡ�� �����ع� ����ƽ�͡���ֵ��ģʽ���������� ������͡���Ҳ�б��� �������͡�ģʽ��Ѱ�������졢�з���Ӫ�������ȶ����ֵ��������ռ�Ƹߵ㣬������ҵ��ֵ�� ����ƽ�͡���һ�ֶ�̬�͵�ģʽ�������з���Ӫ������ͺ�������ͬ��һ����ֵ����ϵ���Ժ�������Ϊ ����ƽ֧�㡱���Լ����з���Ӫ������Ϊ����ƽ���ˡ�������ǿ��������������ڼ����������г������Ĺ���Ѱ��̬ƽ�⣬ʵ����ֵ�� ���ݲ��ؾ���ս�ԵĹ۵㣬��ҵ�������Ƽ������ڹ��ɼ�ֵ���ĵ����������������ڸ���֮������ϵ������á��ڼ����з���Ӫ������ͺ���������һ��ֵ����ϵ�У������з��Ǻ������������������¹ᴩ�ڼ�ֵ���ĸ������ڣ�֧�ź������죬���졢�����г�����ϵ��������ƽ��ƽ�����ȶ����� ����ƽ�͡�ģʽ����ʵ�ֵĺ��������������ں������죬�������㷢չ���������������������γ������������Լ��������չҪ�ٽ��з���Ӫ����������ΪȨ�أ�������Ӧ��ƽ�⡣���������Ǽ翸��ͷ������ǧ����֧�㣬�ƿ�������ϵ��ƽ�������ͬʱҲ��������Դ��������ϡȱ��ʹ������ҵ��ֵ���������� ����ƽ�͡���ֵ����̽����ʵ�� ���� ��Ц���ߡ������ˣ��������ߵײ��ļ�ֵ�������������ع��γ����Ժ�������Ϊ֧�ţ��� �������з����� ��Ӫ������Ϊ���ˣ�����Χ�� ���������족ʵ����ֵ�� ����ƽ�͡�ģʽ�� �����ع���ǰ����ԭ������ɽ������������һ���Լӹ�����Ϊ���Ĺ�������ҵת������ģ�ԭ��ϵ���֡���ͷС���м�� ������͡����������н�������������ϵ�������羭��һ�廯������ҵȫ�������ı����£������˾ͨ��������ģʽ�����컷��ת�Ƶ���չ�й��ң���Ҫ������͡���ҵ����Խӣ�������������ع����ڵ��й�������ҵ�����˲�����ʷֹ�������ȫ������Ļ�������ʵ֤�����ڲ�ҵת�Ƴ��ڣ������ع������Լ������������õ���չ�������һ�����г����������ռ䡣���ǣ���ҵ���ڼ���������������ˮƽ�͡�������խ������Ӫ�������������ͺ����г���������ȫ���ڱ�����λ�������������������������з������������г�������������ҵ��ֻ������ �����칤������ ���������䡱�����������ڱ������С� ��������ģ�¿����˾�������컷��˦�������� �������͡�ģʽҲ�����ʺ������ع���ԭ��һ��������ҵ��û�н����㹻ǿ��ġ��ܹ��Ϳ����˾�ȼ�ļ������ơ�Ӫ����Դ���ر��ǹ��ʻ�������������������Ǵ�ȫ���ҵת�����������ſ����˾�۽��ں���ҵ��������Դ�ؽ��������ϡȱ���߶�������Դ������ˣ���������ҵ�������ɴ����Ͷ�����װ������ҵ�е��Ź���ս�Բ�ҵ�����Σ��������ľ�ҵ���������Դ��� װ������ҵ��Ʒ���ȡ����˻�����չ�����ƣ��������ҵ�ż���ʹ�����������ع��ȴ�����ҵ���У�Ϊ���컷�����³�Ϊ���ľ��������ṩ���������й�������Ϊ��������������컷�ڵĺ��ľ�����Ӧ��Ϊ������ҵ�ķ������û�п���������״��ǰ������һζ������������ҵ��Ӫģʽ��Ƭ��ǿ���з���Ӫ�����������컷�ڣ���ô������ҵ����������������õ�Ӧ�е����úͷ�չ����������ʧȥԭ�е����������������ơ� �������ҵ��������Ϧ�����£�����������ҵҲ����ȫ�����ն����������з������컹��Ӫ���������Dz�Ʒ��ֵ���в���ȱ�ٵ���Ҫ���ڡ���������ķ�չ�������ع��IJ�Ʒ��ƾ��顢����ˮƽ����Ա���ʵõ��˺ܺõ��������γ���Ʒ��Ӱ������Ϊ�ˣ������ع���������ʵ�ʺ;�Ӫ������Ҫ��̽���ڶ����ֵ������ȷ��ȫ�������ƣ���������ҵ�ļ�ֵ�������� �����з���������������������ˮƽ �������꣬�����ع�ÿ�꽫���������5����7��Ͷ���з�����ǿ����Ʒ����з��Ļ����ϣ������˹��̼�������Ʒ���������ռ�����λһ����з����ġ�����������ϵ���з����ģ��ۺ��˹���Ժ�Ĺ������ơ�רҵ���Ժ��Ʒ��Ƶļ������ƺ�������Ĺ������ƣ��ı����й������Ժȱ���ۺ����������״���� Ϊ֧����λһ����з���ϵ����ҵ�������ĸ��з�ƽ̨������ҵʵ����ƽ̨������ģ��ʵ��ƽ̨�����ʼ�����ƽ̨�ͻ����Ƽ���ļ����з�ƽ̨�������ǽ���������������顢��ĥ��ϴѡ�����ա�����������Զ����Ƶȿ�ɽ����װ��ʵ��ϵͳ����Ϊ�ҹ���ɽ����װ�������һ�������ص�ʵ���ҡ�ͬʱ�ڰĴ����ǽ����˿�ɽ��е�з����ģ��ڱ������������ͼ����з����ء���Ĵ�������ʿ����ѧ���廪��ѧ��20����������֪��ԺУ��չ�˹㷺����IJ�ѧ����Ŀ�����������˲�ʿ����й���վ��Ժʿ����վ���γ��˹����������Ŀ���ʽ�з���֡������˼���ר�ҡ�ѧ����ͷ�ˡ����㼼���˲��ݶӣ�������һ֧����53���⼮ר�����ڵĸ����ʵĴ����Ŷӡ� ��������˹�������������ϵ �������첻�Ǽر������컷�ڣ������Թ��������ء�����װ����������ΪĿ�꣬���쾺�����ֲ���ģ�»�ȡ�õ����ơ������ع��Ⱥ��ð�װ�˾��й������Ƚ�ˮƽ�Ĵ������ػ���160��̨�ף�ӵ�������������I16�����ع��ݻ����I5������ĥ�ݻ�����ʿ����12����ݻ����¹��Ʊ�6.5��18�����������ƶ���ϳ������������ˮƽ�ġ���һ����9��30������������ϳ����һ���ش����װ����������ͨ��ʵʩ������������Ƚ���1.85������ɶ�����ѹ����Ϊ���ĵ� �����ػ������̣�������һ����������ұ�������Ͷ��졢�����ȴ������������������ͻ��ӹ�������ĥ��������í����������ҵ���ڵ�ȫ��װ������ҵ�ĸ߶����á�1.85�����ѹ������֮����750�֡�����������ѳɹ����������ִ��Ͷͼ����������Ķ���ֶ���438�ּ�����Ϊ�ҹ����ٽ硢�����ٽ����ǧ����磬�Լ��˵硢ˮ�硢ʯ���������ȹؼ����ĺ���װ��������Դ�� ȫ���չ�������40����ʷ��������GandaraCensa��˾��������������ҵ���ⲿ���� ���ڲ�������ʹ����ת�Ƶı���ȫ��������Gandara���������רҵ����������еĺ������켼����������������� �������ع����족�Ĺ��ʾ������� ����Ӫ�����������ȫ��Ʒ������ ��Բ�ͬ���ҡ������������ѭ����ͻ���ص㣬����������ҵʵ�ʺ��г������ҵ��ģʽ���ӿ��߳�ȥ�IJ����������������ع��Ĵ����Ƿֹ�˾�������շ�����������ﱸ�����˰�����˾��������˾���Ϸǹ�˾��ӡ�Ȱ��´��Ͷ���˹���´�������ȫ��Ĺ����г�Ӫ�����ۺ��������Ҳ���������� ��˾���г���λ�ڸ߶˿ͻ������ѽ�����һ���ɸ�����߶˿ͻ����ɵĴ�ͻ�Ⱥ���Ⱥ���ʮ����ȫ��ú̿���ء����������š��ߴ���ɫ��ҵ���й�ʮ����ˮ�������̵Ƚ����˳���ս�Ժ�����ϵ���������������ҵ��ͷ���������ˮ�༯�ź�ͭ������������ɫ��ͷ�����˳��ڹ�����ϵ������ʹ��ҵ��Ʒ�ͷ�������������������ԣ��������г�������Ӱ����г����գ�����Ҫ����Ϊ��ͻ��ṩ�������������Ʒ���Ϊ�䴴���˰��ջ����ʵ�ָ����ֵ�Ŀ��ܡ� һ���Կͻ�����Ϊ���ģ�һ���Կͻ�����ΪĿ�꣬�����������˴�ͻ������û�����ͱ���������λһ��Ĵ������ϵ��ͨ����չ��Ʒ������Ӧ���㲿�����Ʒ���רҵ�Ե�ά����������ѵ��ѯ��ʵʱ��ء�Զ����ϵ���ֵ������ͻ��γɳ���ս�Ժ������ˣ�ʵ�ַ�����ֵ�� �ڹ����������죬����������Դ���Ƶ�ͬʱ�������ع�����������ҵ�ļ��������������г�Ӫ������������ ��Ц���ߡ������ˣ��������ߵײ��ļ�ֵ���������γ����Ժ�������Ϊ֧�ţ��� �������з����� ��Ӫ������Ϊ���ˣ�����Χ�� ���������족ʵ����ֵ�� ����ƽ�͡�ģʽ�� ����ƽ�͡���ֵ����ЧӦ ��Ϊһ���ڶ�̬����ƽ��ļ�ֵ��ģʽ�� ����ƽ�͡����������ڸ�����ֵ�����ڻ�Ϊǰ�ᡢ��ΪȨ�ء���Ϊ�������ƥ�䡢���Ӧ���֧�ţ�����Эͬ��ֵЧӦ�� ЧӦ֮һ��Ӯ���ˡ��Ʋ�֮�ϡ��ľ������� ���� �������͡�ģʽ�Ĺ���ȱ�ݣ��Կ�ɽ��ҵΪ��������û��һ�ҿ����˾�߱��������Ϳ��������豸�����գ����DZ���ͨ��ȫ��ɹ���ί�мӹ������˵���ɽ�Խ�����װ����ˣ����Ʒ������۸߰���������������Ҳʮ���������û����������˴�͡����ǣ��г���ַ����仯��������Դ��Ϊȫ���ϡȱ��Դ���������ع����������ռ��������Լ��ĺ����������ҵ���ܹ��ƿ��������ڣ��������ƺ��г������������й�ij��������������Ŀ�豸�����У������ع��ľ������ֶ����������Ƶ�װ��������ҵ��������һ������ ������ʽ���ṹ����Ʒ�ƾ�ӪΪ���ĵ�����ģʽ�������ع������ռ��������Լ��ĺ������죬��������̵�ʱ��������з���������Ŀǰ��ȫ�����й�Ӧ��������ع���Ψһ�ܹ������ṩԲ���顢Һѹ�������顢��ĥ��������ĥ������ĥ������ѹ��ĥ��ȫϵ�����ĥ���豸���Լ����ա���ơ����졢����װ���Գ������䡢�ṩȫ�����ȫ���̡� ЧӦ֮����ʵ���˴��豸��Ӧ�̵����ͷ����̵�ת�� ���ڼ�ֵ�����ع���������ֵ�����ڻ����������������ʹ���з���������Ӫ���ȼ�ֵ��������ϵ�������ʵķ�Ծ����ϵͳ�Ժͼ�����Ҫ��ܸߵ�װ��������������˺������Ӷ�ʹ�����ع�ʵ������ ���ṩ��Ʒ���� ���ṩ���ܡ����� ��������ֵ������������ֵ�������豸��Ӧ�̵����ͷ����̵Ŀ�Խ������ ����������+�����ķ�չ��·��Ϊ�ͻ��ṩ��ҵ��Ŀ���Ž������������ͻ�������Ի��Ͷ������������첻ͬ�ھ������ֵĶ��ؼ�ֵ�� ЧӦ֮�����ƶ�����ҵ�Ŀ�Խʽ��չ ����ƽ�͡�ģʽ�������ع����䳤Զ��չ�����ķ����ԡ������ԡ�ȫ���Ե�ı���Ͷ�λ����ʵ������ͨ������ҵ��������ķ�����Ϊ��ҵѡ��һ�����ڲ�ͬ�ġ��ܳ�ַ����������Ƶķ�չ;���ͷ����ɴˣ�Ϊ��ҵ��չ��������̻��;������ƣ����ش�װ����������������ս�������˲�ҵ���ؼ������������γ��ĸ���������������ҵ��ȫ��һ�廯�Ĵ�ƽ̨�ϻ�������뷱�١�Ŀǰ�������ع��ѳ�Ϊ���Ҵ�������ҵ���¼�����ҵ�����Ҽ���ҵ����������ȫ��729����λ�����ף���Ϊȫ����߾�����������װ���з���������ҵ֮һ�� ����ƽ�͡���ֵ������������˼�� ��ҵ���������������Ҫ��ս�Ժ�ս��������������У�ս�Բ�ε��������Ҫ�ع���ҵ��ֵ���� ������ֵ���ع��Ǹ�ս�������� �ִ�����ҵ�����ٵ��г����������ǰ�����˸����Ե�ת�䡣�������п���г�������ֻ�ܻ���Ӧ�ԣ�ͨ����������������ƣ����ϵ���Ӧ�µĻ��������ܴ��졢���ֺͼ�ǿ�������ƣ��ڼ��ҵ��г����������ڲ���֮�ء���ҵ���������������Ҫ��ս�Ժ�ս��������������С�ս�Բ�ε��������Ҫ�ع���ҵ��ֵ����ͨ������ҵ��ֵ���ķ��������������ֵ���ڶԼ�ֵ�����Ӱ�죬��չ���Ż������ļ�ֵ�����������ֵ������ϣ����ڴ˻����Ͻ����������ʽ�������Ϣ�������ϣ��ں����ȷ����ҵ�ĺ��ľ��������ڲ�ҵ����ҵ�������еĵ�λ�� ��������·������ѡ���ʺ��Լ��� ��Ц���ߡ� �ɹ��ļ�ֵ��ģʽ��һ���������Ƚ��ģ�����һ�������ʺϵġ�������Щ����߸߶˲��нϺ���������ҵ��Ц����������һ�ֺõķ�չģʽ������������ҵ�IJ�ͬ��չ��̬���е��������ͣ���Ц���ߵ����ˡ����з���Ʒ�ơ������е�������ͣ�רע���졣�����ع���ѡ��ʹ�����һ�����ʺ������ص㣬����Ӧ�г��� ����ƽ�͡�ģʽ�� ��ҵѡ����һ��ģʽ��������һ�Ŷ��ۣ��ؼ������Ƿ�����ܹ���Ӧ�г��仯�ĺ��ľ���������������˲��ʵ���ģʽ���ͺñ��˴��Ų��Ͻŵ�Ь�ӣ����������ܺ�Ư��������ȴ���������ߺ����ܡ� ��ȫ����ʱ������ҵ֮��ľ������Ժ�������Ϊ������������ֵ���ľ�����������������ҵӵ�еļ�����װ�����������˲ź��Ļ��Ⱥ���Ҫ�������е��ۺ�������������ֵ��֮��IJ�������ҵ���ľ������Ƶ�һ���ؼ���Դ�����Ҫ����ҵ�������й�ע����������Դ��״̬����ע�������ڼ�ֵ���Ĺؼ������ϻ����Ҫ�ĺ���������ͨ�������ʺ��Լ��ġ��б��ھ������ֵļ�ֵ��ģʽ���Զ��صľ�������Ӧ���г������� �������������Ǽ�ֵ���ع��ĺ��������� �ڼ����з���Ӫ������ͺ���������һ��ֵ����ϵ�У������з��Ǻ�����������û�м��������� ����ƽ�͡�ģʽ����ʧ�⣬���컷���Ѿ�ȷ���ľ�������Ҳ���ܵ�������������¼������²��ϡ����ֻ������ܻ����ִ�ͨѶ����Ϣ�����ִ������㷺����װ������ҵ�ĸ������ں�������ֵ����ͬʱ������װ������ҵҲ��ȫ�� �����־��������������û�м������������ƣ�����������ϵľ������ֿ��⡣���dz����᳹�����ȵ�ս�ԣ������ع��ɴ�ӵ���˴������ĵ��̡��������꣬�����ع��²�Ʒ����������ռ�����������70�����ϣ�������ÿһ���Ʒ�У���ӵ���ڹ�������ҵ����б�־�ԵIJ�Ʒ�� �����߶�������ȫ����ϡȱ��Դ ��ǰ������װ������ҵ��һ��ͻ��������չ�����Ǽ������죬һ������������չ��һ�������ط�չ���ɻ���չ�������������£�����ҵ����װ�����Ƚ��ԡ�����������Ϊ������������ϵ��Ϊȫ��ϡȱ��������Դ��������Դ���ǹ��ұ����ս������Դ��˭������ӵ����Щϡȱ��Դ��˭��������������ߵص�������Ӯ������Ȩ�� �й����������˵�������չʮ�꣬�������������ӹ����ĵ����紴�����ĵ��ɱ䣬����һ��ʮ�귢չ�����У��й�����ҵ�����˺���ҵ����չ�IJ�������ҵ����Ե��г��߽�Ҳ�ڽ���ģ����һ��ȫ�����г�������������DZ����������ҵ�ĺ��ľ��������������չ�������ҵ�ķ�չ���ƣ������з������컷�ڵĺ��ļ��������գ��ٽ������������ںϡ�������Ϣ������߶�װ����Ʒ���������̵��ںϣ�������ǿ�������죬���������ھ�������ȡ������������������������ˡ� �����������������ֵ�����ϺͿ��������Ĺؼ� Ӣ��������˹��ѧ ��Sussex�������о�С���ѧ���������ȫ���ֵ���еIJ�ҵ����������ģʽ������������������Ʒ�������������������������� ����������ͨ��������ϼ�ֵ���еĻ�������ȡ�������Ƶ�һ��������ʽ����ҵ�ӵ���ֵ��ֵ����ת��߸���ֵ��ֵ���ڵ�����������ذ���ս���Լ�ֵ���ڡ����磬�����컷�ڵ�Ӫ������Ƶȼ�ֵ���ڡ�ͨ���Ѵ�ί�мӹ�����������������Ʒ�ƴ����ת�������ǹ��������Ļ���·���� �����������ۺ����������֣���Ҫ��ҵ�߱��������������һ�Ƕ���ҵ�ڲ��ߵ�Ҫ�صĴ�����������������ʹ��ҵ���Դ��¸���߸���ֵ���ڵĻ��������֯�ʹ��¼�ֵ�������������ǶԼ�ֵ�����г������Ƶ������� ��ͬ�ܶ�����һ������ҵ�ļ�ֵ�������Ϻ�������������̬��Ҳ��Ϊ���ƺ;������ȵı�����̬�������Ҫ��ҵ��������Ŭ�����ڳ������۵Ļ����ϣ�����̽���ʹ��£�������������������ͬ���������������������ƣ�Ҳ���ܳ�Խ���������ߣ�ʵ������ơ�Ʒ�ơ������Ȼ��ڵĹ���������(������ ��ѩ÷ ������) |
|
���������� ������������������������������������������������������������������������������������()��������>>
�������ڼ�����... ����������
|
|
����>>
|
 |
 |
 |
 |
�������ڰ��浼��
·�����ع�����ƽ�͡�ģʽ����
|
������������
���� B4 ��:���ͻ�е��
 «��һ�� ��һ��» |