ЭМЮЊЩђЙФМЏЭХ60ЭђЖж/ФъLNGзАжУбЙЫѕЛњзщЁЃ ЃЈЭѕгёЙт ЩуЃЉ
гЩЩђбєЙФЗчЛњМЏЭХЙЩЗнгаЯоЙЋЫОЃЈвдЯТМђГЦЩђЙФМЏЭХЃЉЮЊЩНЖЋЬЉАВ60ЭђЖж/ФъLNGЯюФПЩшМЦжЦдьЕФ60ЭђЖж/ФъLNGзАжУбЙЫѕЛњзщЃЌНќШеЭЈЙ§СЫЙњМвФмдДОжМАжаЙњЛњаЕЙЄвЕСЊКЯЛсЕФзЈМвМјЖЈЃЌЬюВЙСЫЙњФкПеАзЃЌЪїСЂЦ№ЮвЙњРфМСбЙЫѕЛњММЪѕЗЂеЙЪЗЩЯгжвЛзљживЊЕФРяГЬБЎЁЃЙњМвФмдДОжПЦММзАБИЫОИБЫОГЄЛЦ№ПЁЂжаЙњЛњаЕЙЄвЕСЊКЯЛсЬиБ№ЙЫЮЪЫхгРБѕГіЯЏМјЖЈЛсВЂЪЂдоЩђЙФдОЩЯСЫжаЙњДДдьЕФгжвЛИіаТИпЖШЁЃ
аЇТЪПЩДя85%вдЩЯ
дкЙњМвФмдДОжвКЛЏЬьШЛЦјММЪѕбаЗЂжааФЁЂЩНЖЋЬЉАВРЅТиФмдДгаЯоЙЋЫОЕШЕЅЮЛзЈМвЕФМћжЄЯТЃЌЩђЙФМЏЭХ60ЭђЖж/ФъLNGзАжУбЙЫѕЛњзщЭъГЩСЫШЋбЙШЋЙІТЪЪдбщЃЌИїЯюММЪѕжИБъОљДяЕНММЪѕавщвЊЧѓЁЃетЪЧЩђЙФМЏЭХМЬЭъГЩЙњВњКЫЖўМЖБУЁЂЮїЦјЖЋЪфГЄЪфЙмЯпбЙЫѕЛњЕШжиДѓЙњВњММЪѕзАБИжЎКѓЃЌдкДѓаЭбЙЫѕЛњСьгђШЁЕУЕФгжвЛжиДѓЭЛЦЦЃЌдйДЮеУЯдСЫЩђЙФМЏЭХЕФећЬхЪЕСІЃЌЭЌЪБвВБъжОзХЩђЙФМЏЭХеОдкСЫЪРНчРфМСбЙЫѕЛњбажЦЕФжЦИпЕуЁЃ
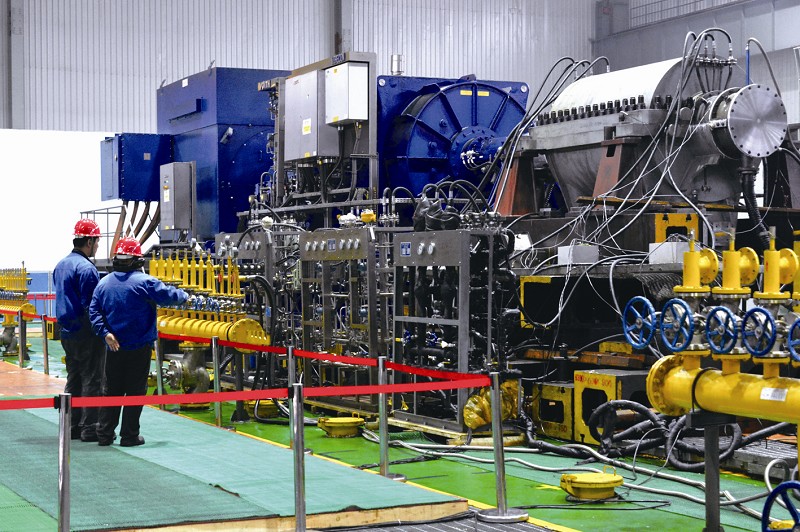
ЩђЙФМЏЭХжЦдьЕФ60ЭђЖж/ФъLNGзАжУбЙЫѕЛњзщЪЧФПЧАЙњФкзюДѓЕФЛьКЯРфМСбЙЫѕЛњЃЌвВЪЧЕквЛЬЈЫЋЛьКЯРфМСбЙЫѕЛњЃЌМДРћгУЧсжиЬўРрРфФ§ЮТЖШЕФВЛЭЌХфБШЃЌЕУГіСНжжВЛЭЌзщЗжЃЌжизщЗжЕФвЛзщзїЮЊзАжУЕФдЄРфЛњзщЃЌЧсзщЗжЕФвЛзщзїЮЊзАжУЕФЩюРфЛњзщЁЃИУЛњзщдкСїСПЯЕЪ§0.06ЪБЃЌаЇТЪПЩДя85%вдЩЯЃЌадФмЭъШЋПЩвдгыУРЙњGEЁЂЕТЙњЮїУХзгЕШЦѓвЕЕФВњЦЗЯрцЧУРЃЌДяЕНСЫЙњМЪЭЌРрВњЦЗЯШНјЫЎЦНЁЃ
дкВњЦЗбажЦЙ§ГЬжаЃЌЩђЙФМЏЭХГщЕїгХауЕФЙЄГЬММЪѕШЫдБЃЌГЩСЂСЫLNGЩшМЦЪвЃЌЖдДЫЯюФПеЙПЊМЏжаЙЅЙиЁЃИУВњЦЗЕФжївЊФбЕудкгкЛњзщдкСуЯТ50ЁцдЫааЃЌвЖТжгыжїжсВЛНівЊТњзуашгУгІСІвЊЧѓЃЌИќвЊОпгаКмЧПЕФЫмадКЭШЭадЁЃЭЌЪБЃЌгІгУЯШНјЕФЩшМЦЗНЗЈКЭжЦдьЙЄвеЃЌВЂШЁЕУСЫДѓСПММЪѕДДаТЃЛгХЛЏСЫММЪѕЗНАИЃЌбажЦГЩЙІаТаЭИпаЇФЃаЭМЖЃЌБЃжЄСЫбЙЫѕЛњзщЕФаЇТЪЃЛЭЈЙ§ЖдВњЦЗЙЄвеНщжЪМАВњЦЗНсЙЙгызЊзгЮШЖЈадЙиЯЕНјаазлКЯЗжЮіЃЌгХЛЏГіИпЮШЖЈадЕФзЊзгНсЙЙЃЌШЗБЃЛњзщдЫзЊЕФАВШЋадЁЃ
жиЪгжЪСПШЋЙ§ГЬПижЦ
60ЭђЖж/ФъLNGзАжУбЙЫѕЛњзщЕФбажЦГЩЙІЃЌвЛОйДђЦЦСЫЙњЭтЦѓвЕЕФГЄЦкММЪѕТЂЖЯЃЌЮЊЯТвЛВНбажЦИќИпВњСПЕФбЙЫѕЛњЬсЙЉСЫММЪѕЦНЬЈЃЌЪЧЮвЙњзАБИжЦдьвЕЗЂеЙЕФгжвЛИіжиДѓЭЛЦЦЁЃ
дкбажЦЙ§ГЬжаЃЌММЪѕШЫдБдкЩшМЦжаЪзДЮВЩгУСЫЯпдЊЫиШ§дЊвЖТжКЭвЖТжећЬхМгЙЄММЪѕЃЌЪЙвЖТжЦјЖЏНсЙЙИќМгПЦбЇЃЌБЃжЄСЫЛњзщадФмвдМАГЄжмЦкдЫзЊЕФПЩППадЁЃЭЌЪБЃЌЩђЙФМЏЭХЛЙбажЦГібЙЫѕЛњШЋбЙШЋЙІТЪЪдбщЯЕЭГЃЌВЩгУДњгУЦјЬхЕФБеЪНбЛЗЗНАИЃЌЪЕЯжСЫШЋЙЄПіЕФадФмЪдбщЃЌЖдбЙЫѕЛњЦјЖЏадФмНјааСЫПЩППбщжЄЁЃ
ЩђЙФМЏЭХЪЎЗжжиЪгЖджЪСПЕФШЋЙ§ГЬПижЦЃЌВЩШЁСЫИїжжгааЇДыЪЉЭъЩЦжЪСППижЦЃЌШЗБЃСЫжЪСППижЦФПБъУїШЗЃЌЗжНтЕНЮЛЃЌаЇЙћУїЯдЁЃШчЬиБ№БржЦ ЁЖ60ЭђЖж/ФъLNGЯюФПбЙЫѕЛњзщжЪСПБЃжЄМЦЛЎЁЗЃЌЙцЖЈЯрЙиЕФжЦдьЙцЗЖЁЂбщЪеЙцЗЖЁЂМьбщЯюФПМАЗНЗЈЃЛДгдВФСЯВЩЙКЁЂМгЙЄЙ§ГЬПижЦЕНЙиМќСуВПМўМьбщЃЌЖМгаЭъЩЦЕФЮФМўМЧТМгыбЯИёЕФжЪСПМьбщЃЌШЗБЃШЋЙ§ГЬПЩПиЁЂПЩВщЁЂПЩзЗЫнЃЌгааЇБЃжЄЛњзщЕФжЪСПКЭадФмЁЃ
ЃЈСѕХцЛЊ СжЯўжгЃЉ
БГОАСДНг ЫцзХЙњМвФмдДНсЙЙЕФЕїећЃЌЬьШЛЦјвдЦфИпаЇЁЂЧхНрЕФЬиЕуЃЌНЋГЩЮЊЮДРДЮвЙњФмдДЕФжївЊжЇжљжЎвЛЁЃвКЛЏЬьШЛЦјЃЈLNGЃЉЪЧЬьШЛЦјЕФвКЬЌаЮЪНЃЌЦфЬхЛ§дМЮЊЭЌСПЦјЬЌЬьШЛЦјЬхЛ§ЕФ1/600ЃЌЧвОпгаШШжЕДѓЁЂадФмИпЕШЬиЕуЃЌДѓДѓНкдМСЫДЂдЫПеМфКЭГЩБОЃЌЬсИпСЫРћгУаЇТЪЁЃЩНЖЋЬЉАВ60ЭђЖж/ФъLNGЯюФПЪЧгЩРЅТиФмдДЙЋЫОЭЖзЪНЈЩшЕФЙњФкЕквЛИіОпгаЭъШЋзджїжЊЪЖВњШЈЁЂЕЅЬзвКЛЏЩњВњФмСІзюДѓЕФЬьШЛЦјвКЛЏЯюФПЃЌвВЪЧЙњМвФмдДОжЙигкМгПьЭЦНјДѓаЭЬьШЛЦјвКЛЏзАБИММЪѕЃЌЪЕЯжЙњВњЛЏЕФвРЭаЙЄГЬЁЃЙњМвНЋвРЭаДЫЯюФПЃЌЪЕЯжЙЄвеММЪѕКЭРфМСбЙЫѕЛњзщЁЂРфЯфЁЂеєЗЂЦјбЙЫѕЛњЁЂвЧПиЯЕЭГКЭВПЗжЕЭЮТЗЇЕШЙиМќЩшБИЕФЙњВњЛЏЁЃ